The 12" disc of 16 guage (1.29 mm. thick) red brass.
Approximately 5 full courses of raising with annealing (heating to a dull red and cooling) between each course. [For a diagrammatic illustration of the raising process, please see the Brass Water Pitcher series].
At least 10 courses of raising. The rounded bottom of the vase is just beginning to take shape.
About 15 courses. The rounded, bulb-like shape of the vase is well established. The raising now begins primarily from where the shiny hammer marks can be seen in this photo.
At least 20 courses of raising.
About 25 courses. The circumference is clearly constricting in upon itself as the sides are raised higher.
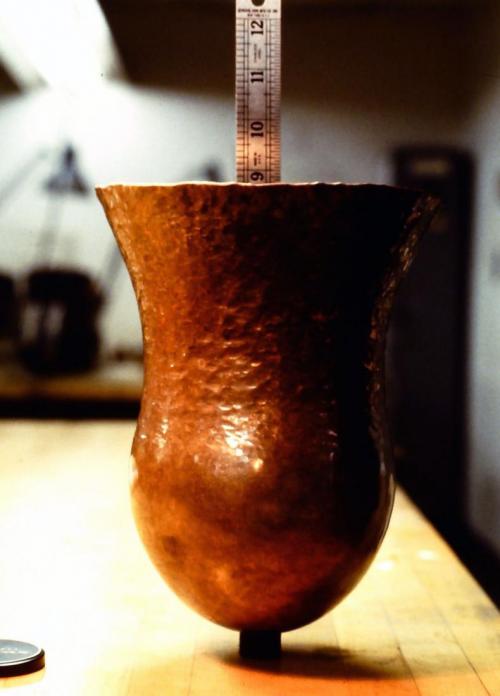
Nearly 30 courses. The overall depth of the vase is now nearly 9." The original 12" diameter of the disc has now stretched to well in excess of 18."
About 33 courses, and a depth approaching 10." The bulb-shape of the vase has been planished smooth where the form is no longer being altered.
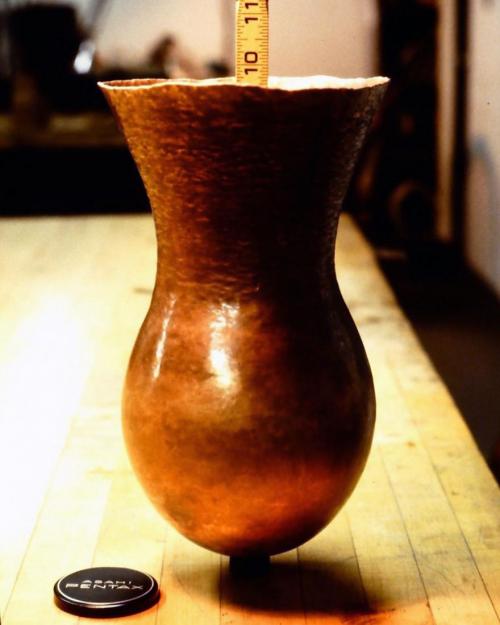
About 38 courses. While being raised upward, the metal is also thickening as the circumference becomes more radically constricted in upon itself.
At least 45 courses, with an overall depth of 12 1/2."
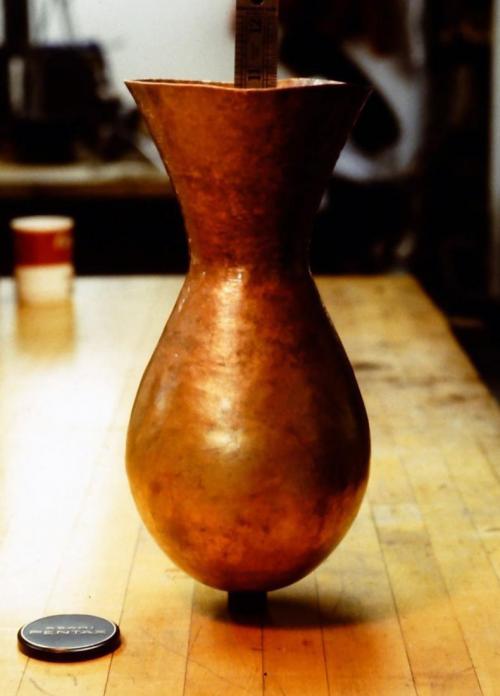
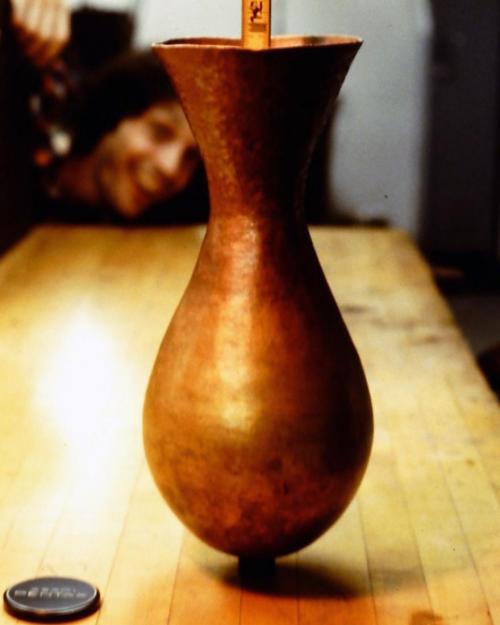
The finished metalwork. The bulb-shaped portion involved more than 50 courses of raising plus considerable swaging of the neck [please see the Chalice process for a description of swaging]. The 12" diameter of the original disc now measures 30". The bulb shape was then cut in half at its widest point, the form refined and planished, and the two halves soldered back together with a strip of sterling silver articulating the join. A sterling edge was also soldered to the rim of the vase. A base was smithed and a similar sterling edge soldered to it. The finished piece stands 16" high.
A detail of the patina which is the result of coating the piece with vinegar and exposing it for 12 hours to an atmosphere of ammonia fumes.
View of the finished piece as seen from above.









![The finished metalwork. The bulb-shaped portion involved more than 50 courses of raising plus considerable swaging of the neck [please see the Chalice process for a description of swaging]. The 12" diameter of the original disc now measures 30". The bulb shape was then cut in half at its widest point, the form refined and planished, and the two halves soldered back together with a strip of sterling silver articulating the join. A sterling edge was also soldered to the rim of the vase. A base was smithed and](https://wesleyharris.ca/sites/default/files/styles/process-image/public/process-series/pict0031-1_1.jpg?itok=2My_U7uw)

